
_162429.webp "5 Reasons to Choose a Reliable Melt Proof Thermal Tote Maker for Commercial Use")

In commercial catering, hot-chain logistics, and industrial transport, thermal performance is only half the battle. Maintaining food or cargo at temperatures exceeding 80°C presents a physical challenge for transport equipment. Standard insulated bags often fail when they contact hot containers, leading to melted inner liners, sticky residues, and unpleasant chemical odors.
For B2B buyers, these failures result in damaged goods, customer complaints, and high replacement costs. Sourcing your equipment from an experienced manufacturer like weierken helps mitigate these risks. Working with a dedicated melt proof thermal tote maker ensures your delivery system remains safe, reliable, and compliant under extreme heat conditions.
This article analyzes the technical and financial reasons to partner with a specialized manufacturer for your high-temperature transport needs.
1. Advanced High-Temperature & Food-Grade Materials
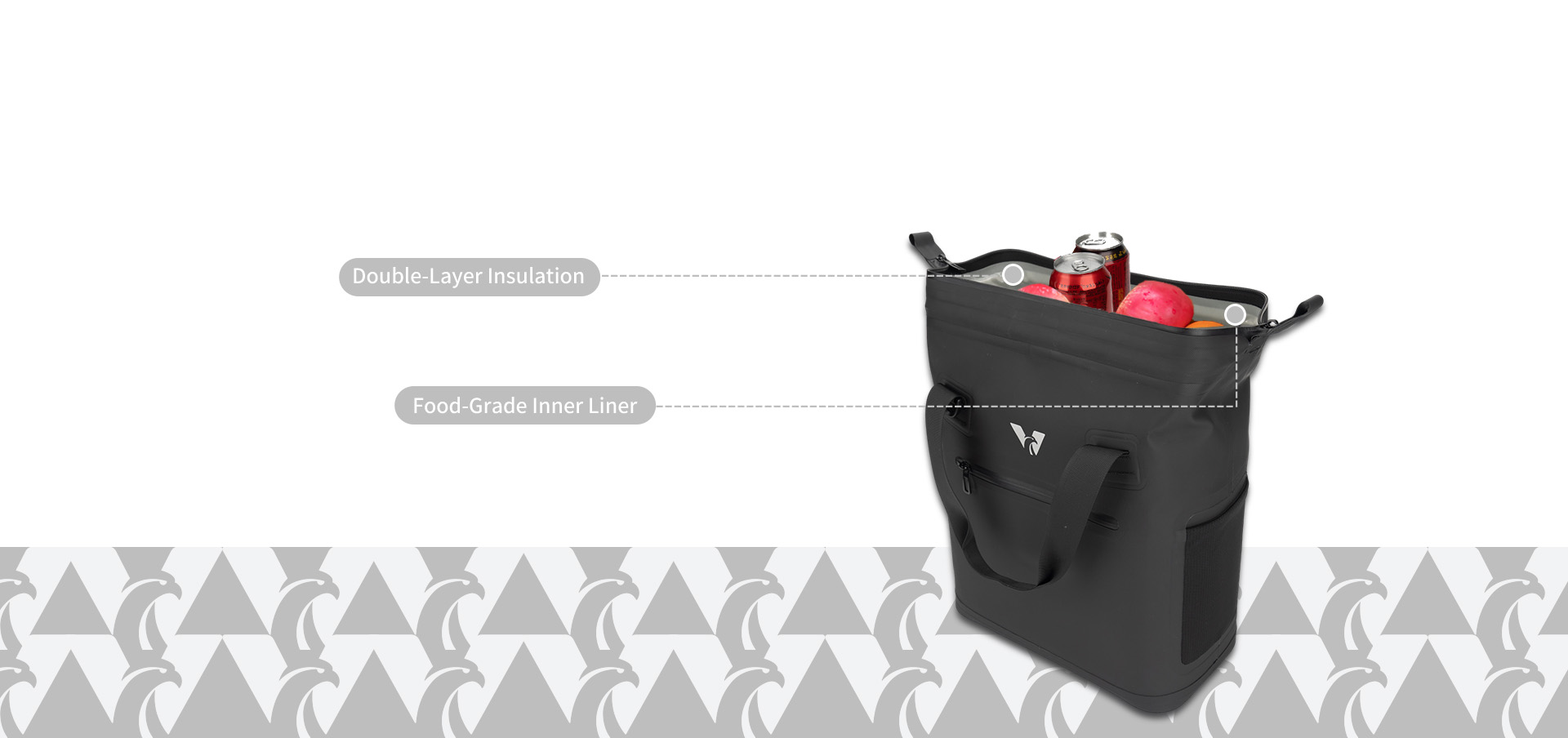
Many low-cost thermal bags use standard PVC or low-density polyethylene (LDPE) for their inner linings. When these materials encounter hot pizza boxes, metal trays, or soup containers that exceed 75°C, they begin to soften. Over time, they degrade, release plasticizers, and can even fuse with the cargo.
A professional melt proof thermal tote maker utilizes high-performance, food-safe materials designed for continuous thermal exposure. These advanced materials do not warp, degrade, or emit volatile organic compounds (VOCs) when subjected to prolonged heat.
The best manufacturers use the following materials to construct their liners:
Food-grade TPU (Thermoplastic Polyurethane): This material offers excellent heat resistance, elasticity, and clean cleanability without releasing toxic substances.
Silicone-Coated Fiberglass: Widely used in industrial applications, this fabric handles extreme temperatures well above 100°C without structural changes.
High-Temperature Reflective Aluminum Film: Unlike cheap foils, heavy-duty laminated aluminum reflects heat efficiently while maintaining structural integrity.
By sourcing from a certified heat resistant thermal bag manufacturer, you ensure that the materials contacting your hot goods comply with FDA and EU food-contact regulations, protecting your customers and your brand reputation.
2. Innovative Sealing Techniques to Prevent Seam Failure
Traditional thermal bags rely on standard sewing methods to piece the inner liner together. Standard threads and stitched seams are highly vulnerable to heat. When hot grease, moisture, and high temperatures accumulate in the corners of a bag, stitched seams can degrade, leading to leaks and thermal loss.
A specialized manufacturer utilizes advanced sealing technologies rather than simple stitching. High-frequency (HF) welding and hot-press seamless bonding are standard practices for high-quality production.
These industrial techniques provide key structural advantages:
Hermetic Seals: HF welding fuses the material sheets on a molecular level, creating a single, continuous barrier.
Leakproof Performance: Seamless interiors prevent hot liquids, steam, and oils from seeping into the insulation layer, keeping the bag hygienic.
Stress Resistance: Fused joints maintain their tensile strength even when subjected to heavy loads at high operating temperatures.
These production methods ensure that the internal lining remains intact and water-resistant throughout its service life, preventing mold growth and bad odors.
3. Seamless Compatibility with Active Heating Systems
Modern hot-chain logistics increasingly relies on active heating solutions. Delivery companies and catering operations often use integrated electric heating elements, USB heating pads, or 12V vehicle charging adaptors to keep meals hot during long commutes.
Integrating electronics into insulated bags requires specialized design expertise. A general bag factory may not understand how to safely isolate heating elements. A specialized custom heat resistant tote factory like weierken design bags with specific compartments and thermal shielding to handle active heating safely.
A professional engineering process addresses several critical challenges:
Even Heat Distribution: Incorporating specialized internal layers that spread heat evenly, preventing localized hot spots that could damage the fabric.
Safe Wire Integration: Designing secure, heat-resistant channels for wiring and connection ports to avoid short circuits.
Fire-Retardant Interlayers: Utilizing flame-retardant insulation materials to provide an extra layer of safety during long delivery cycles.
Proper integration protects both the heating system and the bag from heat damage, reducing safety risks during daily commercial use.
4. Rigorous Laboratory Testing and International Certifications
B2B procurement decisions require verifiable data rather than unbacked claims. Experienced suppliers run comprehensive testing protocols to ensure their products perform reliably under commercial conditions.
When evaluating a potential partner, look for manufacturers that operate ISO9001-certified facilities and provide third-party verification for their products. This testing ensures the bags meet global compliance standards, reducing entry barriers in strict international markets.
A reliable manufacturer conducts several key laboratory tests, including:
Sustained Heat Chamber Testing: Exposing the bags to continuous temperatures above 90°C for extended periods to monitor material stability.
Load and Pull Tests: Testing the handles, straps, and seams under heavy loads to simulate real-world delivery environments.
Chemical Safety Screening: Verifying that all materials are free from harmful substances and comply with RoHS, REACH, and FDA guidelines.
Investing in tested products helps businesses avoid customs delays, compliance penalties, and expensive product recalls.

5. Lower Total Cost of Ownership (TCO)
Purchasing low-cost thermal bags may seem economical initially, but frequent replacements drive up long-term operational costs. Cheap bags often degrade within weeks of intensive commercial use, requiring continuous reinvestment.
Sourcing high-quality wholesale melt proof insulated bags helps lower your Total Cost of Ownership (TCO). While the initial purchase price is higher, these professional-grade bags last significantly longer, providing better value over time.
High-quality bags lower your long-term costs in several ways:
Reduced Replacement Rates: Durable outer fabrics and heat-resistant linings withstand hundreds of thermal cycles without failing.
Consistent Insulation: Premium insulation layers retain their thermal properties over time, ensuring food arrives at the correct temperature.
Positive Brand Image: Clean, odor-free, and intact delivery bags reassure customers of your commitment to food safety and quality.
Selecting durable equipment protects your bottom line and helps maintain high customer satisfaction levels.
Transporting hot food or temperature-sensitive industrial goods requires highly specialized equipment. Choosing a dependable melt proof thermal tote maker ensures your delivery bags can withstand high temperatures without melting, tearing, or releasing odors.
At weierken, we manufacture high-performance thermal bags designed for commercial transport. Our products use food-grade, heat-resistant materials and robust construction methods to deliver long-lasting reliability. Contact our team today to request a custom sample, review our testing reports, or discuss your high-temperature transport requirements.
Interested in Custom Heat-Resistant Delivery Solutions?
Contact our product specialists today to discuss your specific requirements. We offer custom branding, tailored dimensions, and volume pricing.
Request a Quote & Design SampleFrequently Asked Questions (FAQ)
Q1: What prevents a melt-proof thermal bag from degrading at high temperatures?
The heat resistance depends entirely on the lining materials. Reliable manufacturers avoid low-grade PVC. Instead, they use food-grade TPU, silicone-coated fabrics, and specialized heat-reflective films that remain structurally stable at temperatures exceeding 90°C.
Q2: Can these thermal bags accommodate active electric heating elements?
Yes. A professional custom heat resistant tote factory can integrate active heating elements, such as USB pads or 12V heating plates. This integration includes specialized thermal barriers to distribute heat evenly and prevent localized damage to the bag's structure.
Q3: Are the materials safe for direct contact with food containers?
Yes, provided you source them from a certified supplier. Quality manufacturers use liners that comply with FDA and EU food-contact standards. This ensures that even at high temperatures, the bag does not emit harmful chemicals or unpleasant plastic odors.
Q4: Why is high-frequency welding better than standard stitching for these bags?
Stitched seams create tiny needle holes that can leak fluids and let heat escape. High-frequency welding fuses the materials together, forming a strong, seamless, and completely waterproof joint that does not fail under high temperatures or grease exposure.
Q5: How does a melt-proof thermal bag help lower my operational costs?
While premium bags require a higher initial investment, they last much longer than standard options. This durability reduces replacement frequency, maintains consistent food delivery temperatures, and protects your brand reputation, lowering your overall cost of ownership.