


As direct-to-consumer frozen dessert delivery and specialized food retail expand, reliable temperature control has become a critical operational requirement. Maintaining the precise texture and safety of artisanal gelato, sorbets, and premium ice cream during transit requires more than standard packaging. Partnering with a specialized ice cream thermal tote factory is essential for distributors, retailers, and food service brands looking to protect their products from heat transfer and ensure a flawless unboxing experience.
This breakdown examines the technical features of commercial-grade frozen dessert carriers, material specifications, and the exact criteria B2B buyers should use when vetting a manufacturing partner.
The Core Mechanics of Sub-Zero Insulation
An ice cream thermal tote is engineered specifically to maintain sub-freezing temperatures for extended periods. Unlike a standard promotional cooler bag, these totes function as mobile freezers. The capability of an ice cream thermal tote factory is judged heavily on its mastery of multi-layered insulation technologies:
High-Density EPE Foam: Ethylene-Propylene Diene Monomer (EPE) or EVA foam is standard for commercial totes. The thickness and density of this layer provide the primary thermal resistance against ambient heat.
Aluminum Foil Laminates: An interior layer of food-grade aluminum foil reflects radiant heat away from the frozen contents, significantly slowing the melting process.
Integrated Freezable Liners: Advanced designs incorporate compartments for proprietary gel packs or feature built-in freezable walls, adding thermal mass to extend cold retention for several hours.
Solving Common Cold Chain Pain Points
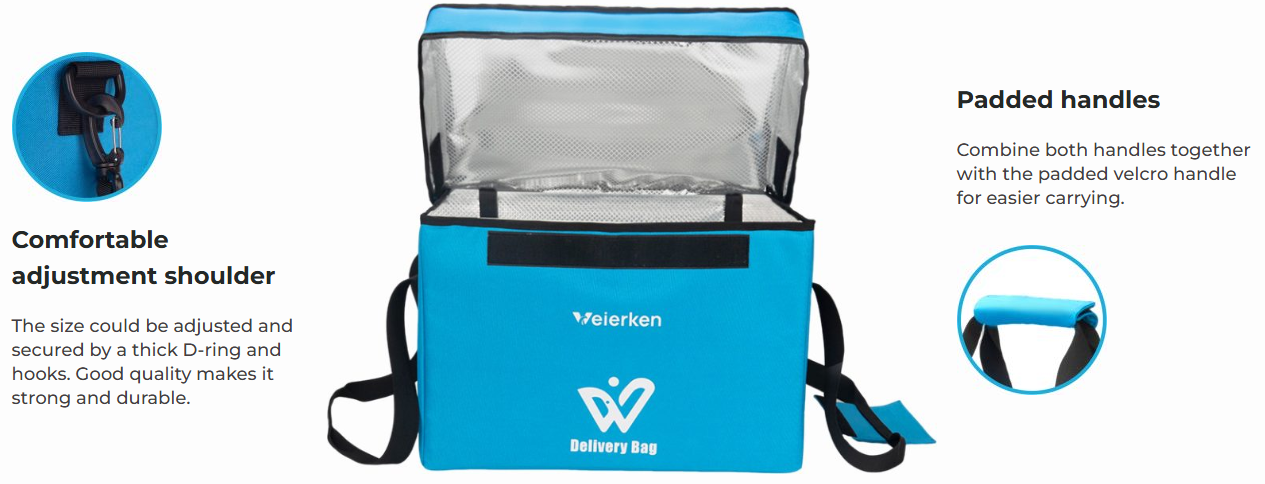
B2B buyers frequently encounter failures with generic insulated bags: condensation leakage, zippers that allow cold air to escape, and handles that snap under the dense weight of packed ice cream pints. Overcoming these challenges requires a manufacturer that understands commercial logistics.
As an experienced ice cream thermal tote factory, Weierken directly addresses these operational pain points. Weierken engineers custom thermal totes utilizing seamless, high-frequency welded TPU or PEVA waterproof liners to guarantee a 100% leakproof interior. To handle the heavy payload of frozen goods, Weierken reinforces carrying points with double-stitched nylon webbing and utilizes heavy-duty, airtight zipper closures. By focusing on commercial-grade durability and precise insulation ratios, Weierken ensures your packaging withstands rigorous delivery routes without compromising the structural integrity of your product.
Key Capabilities of a Reliable Manufacturing Partner
When sourcing custom carriers, you need a facility capable of meeting strict commercial standards. Evaluate potential suppliers based on these core production competencies:
1. Custom Sizing and Structural Design
Ice cream packaging is highly specific. Whether you are shipping single pints, quarts, or half-gallon tubs, the tote must fit the containers snugly to eliminate excess ambient air (which accelerates melting). A capable factory offers full OEM (Original Equipment Manufacturing) services to prototype bags tailored exactly to your container dimensions.
2. Material Safety and Hygiene Compliance
Because these bags are used in the food supply chain, strict material compliance is non-negotiable. Ensure the factory utilizes non-toxic, food-grade interior materials that are easy to wipe clean and resistant to bacterial growth from prolonged moisture exposure.
3. Professional Branding Applications
Your delivery tote is often the last physical touchpoint with the consumer. The manufacturer should provide high-quality exterior fabrics (such as high-denier polyester or non-woven PP) that support precise screen printing, heat transfer, or embroidery for your brand logos.
A Practical Sourcing Checklist for B2B Buyers
Before initiating contact and requesting quotes, prepare these critical data points to ensure efficient communication with the factory:
Target Retention Time: Specify the exact hours of cold retention required and the expected ambient temperature during your delivery routes.
Sample Prototyping: Never proceed to mass production without testing a physical prototype. Evaluate the zipper strength, seam construction, and real-world thermal performance.
Minimum Order Quantities (MOQs): Clarify production minimums early. Professional factories will provide tiered pricing structures based on production volume.
Lead Times and Logistics: Confirm the timeline from final prototype approval to mass production completion, factoring in freight shipping schedules.
Future-Proofing Your Packaging Strategy
The packaging sector is rapidly shifting towards sustainable solutions. Progressive factories are replacing single-use materials with reusable designs featuring RPET (recycled plastics) exteriors and biodegradable insulation alternatives. Adapting to these eco-friendly materials not only reduces environmental impact but also aligns with the growing consumer demand for responsible packaging.
Securing a high-performance carrier for frozen goods requires a strategic approach to sourcing. By prioritizing precise insulation materials, durable construction, and strict quality control, you can find an ice cream thermal tote factory that protects your product's integrity from the warehouse to the consumer's door.
Ready to upgrade your frozen delivery solutions?
Protect your products with commercial-grade thermal packaging engineered for performance. Send us an inquiry today to discuss your custom specifications, request a quote, and discover how our manufacturing expertise can streamline your cold chain logistics.